


服务热线
I3I-9I69-90I6

产品时间:2024-07-03 16:23
简要描述:
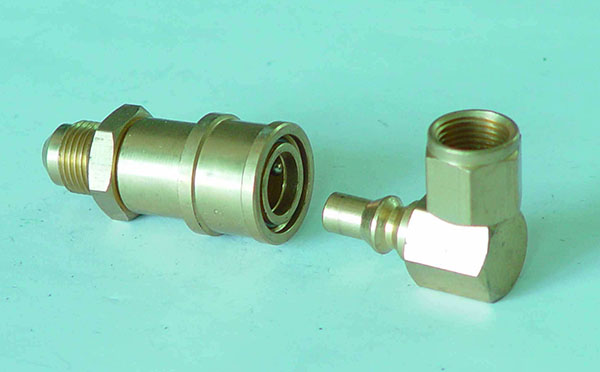
单向阀气管快速接头本公司销售单向阀气管快速接头;高温快速接头;蛇皮管快速接头;市政园林浇水软管快速接头;卸灰快速接头;自建立以来,本企业一直坚持质量为上的原则,确...
本公司销售单向阀气管快速接头; 高温快速接头;蛇皮管快速接头;市政园林浇水软管快速接头;卸灰快速接头;自建立以来,本企业一直坚持质量为上的原则,确保满足您的需求。
快速接头上的字母,从某种意义上代表了一种标准。尺寸代号为1/8-28BSPP(PF),度数为55,螺距为0。907,大径为9。728,中径为9。147,小径为8。566。尺寸代号为1/4-19BSPP(PF),度数为55,螺距为1。337,大径为13。157,中径为12。301,小径为11。445。尺寸代号为3/8-19BSPP(PF),度数为55,螺距为1。337,大径为16。662,中径为15。806,小径为14。95。快速接头阀门有两路开关型、单程开关型及两路开放型这几种构造,由于在分离时除两路开关型以外,有流体从配管内流出。所以请注意。快速接头的使用环境(请选定适合使用环境的构造、材质的快速接头)。
安装软管时,绝对不要沾有油分,防止造成自然起火。
不要使用水、乙二醇系列的介质。此类物质会造成表面涂锌层溶解。
使用时流体的流速应保持在8m/s以下。
钢制、铁制快速接头不要使用水、乙二醇系列的介质。表面涂锌层会溶解。
有油压通过时请勿拆卸
史陶比尔的流体快速接头怎么样?
据我了解,史陶比尔的快插,算是业内最好的了,尤其是质量和使用次数。但是目前国内山寨史陶比尔快插的很多,最好是通过厂家购买。
三相四线大电流快速接头
低压电缆头制作安装施工方案1.范围本工艺标准适用于0.6/1kV以下的室内聚氯乙烯绝缘、聚氯乙烯护套、电力电缆中间接头的制作安装。2.施工准备2.1 材料要求:2.1.1 电缆热缩管中间接头热缩管铜直接材料必须符合设计要求,并具备产品出厂合格证。2.1.2 热缩管应分黄、绿、红、黑四色。2.1.3 地线采用裸铜软线,截面120号电缆以下16mm2、150号以上 25mm2表面应清洁,无断股现象。2.2 主要机具:2.2.1 制作和安装机具:压线钳、钢锯、扳手、钢锉。 2.2.2 测试器具:钢卷尺、摇表、万用表。 2.3 施工条件:2.3.1 电气设备安装完毕,室内空气干燥。 2.3.2 电缆敷设并整理完毕,核对无误。2.3.3 现场具有足够照度的照明和较宽敞的操作场地。3.操作工艺3.1 工艺流程:摇测电缆绝缘 → 剥电缆铠甲→ 剥电缆铜芯→ 套直接 →压紧→对接另一端压紧 →烂中间接头热缩管→铠甲对接(软铜线)→烧外接热缩管3.2 低压电缆中间接制作工艺:3.2.1中心变站前井盖是圆井盖,井里有一米多的积水,电缆粗井盖小,如果在井口接好再放下去根本放不下去的。在站内电缆沟对接、对站内电器没影响、站内电缆沟没积水,接效果会更好。3.2.2根据原电缆用相同材质的等径套管连接。3.2.3压接前套上足够长的热缩管(即1KV四芯中间接头)3.2.4剥开电缆绝缘层皮,剥开电缆铜芯,应将电缆铜芯多余的锯掉些、并用锉刀磨平。不够长时把有余量的那头拉过来点,压接时两芯线应碰上,套管内部不能空着,每侧压三次以上。3.2.5对好各相序,每相的接头应相对相错开接,用压钳压牢固,再用防水胶布来回包上两次,套上各相间第一个绝缘热缩管套管,用喷火从中间向两边慢慢均匀烤至热缩。3.2.6剥开电缆外壳金属接地铠甲,用新的金属接地铠甲(或者软铜)恢复原接地屏蔽。3.2.7过数分钟后,等各相间第一绝缘套管冷却后,套上外套绝缘套管,用喷火从中间向两边慢慢均匀烤至热缩。3.2.8选用1000V摇表,对电缆进行摇测,绝缘电阻应在标准的电阻以下。 3.2.9电缆摇测完毕后,应将各相间芯线分别对地放电。4.质量标准4.1 保证项目:电缆中间接头的制作安装应符合规范规定,绝缘电阻合格,。5.成品保护5.1 加强保卫措施,防止电缆丢失或损坏。5.2 电缆中间接头制作完毕以后,不得乱放,以防损伤成品。5.3 在电缆头附近用火时,应注意将电缆头保护好,防止将电缆头烧坏或烤伤。6.应注意的质量问题6.1 防止电缆芯线与铜直接压接不紧固。铜直接与芯线截面必须配套,压接时模具规格与芯线规格一致,压接数量不得小于二道。6.2 防止电缆芯线伤损:用电缆刀或电工刀剥皮时,不宜用力过大,最好电缆绝缘外皮不完全切透,里层电缆皮应撕下,防止损伤芯线。
衡水快连速接机械有限公司
地址: 电话:I3I-9I69-90I6 邮箱:

关注我们